

Going back to old technologies isn’t the usual path to progress, but companies are currently turning to a historical technique that holds promise for future production of biobased solvents. In recent years, ABE (acetone-butanol-ethanol) fermentation has been slowly making a comeback.
What is ABE fermentation?
As the bioeconomy picks up steam and the chemical industry transitions to renewable feedstocks, production of biobased solvents is an increasingly important goal. ABE fermentation uses specialised bacteria to produce the popular solvents acetone, butanol, and ethanol from biomass.

Biobased Feedstocks
ABE fermentation requires carbohydrate feedstocks, such as starches and sugars. The specific source of these is not all that important on a chemical level, making it possible to use highly sustainable ingredients, like agricultural waste and algae.
Biochemical Process
ABE fermentation uses Clostridium acetobutylicum or other related bacteria with different properties, such as better resistance to butanol toxicity. These bacteria have key enzymes used in metabolism that make industrial fermentation of butanol possible.
The process occurs in two phases: acidogenesis and solventogenesis. In the former, the bacteria metabolises the feedstock into acetic acid and butyric acid. In the latter, these acids are metabolised into the final products.
Biobased Products
Since ABE fermentation uses plant-based feedstocks and a biological means of production, the end products are biobased chemicals (bio-acetone, bio-butanol, and bio-ethanol). These biobased solvents are chemically identical to their petroleum-based equivalents, but offer environmental advantages for sustainably-minded consumers. They are typically produced in a 3:6:1 ratio (A:B:E).
Acetone
Acetone is a commonly used solvent with a wide range of applications. It’s excellent for nail polish removal, cleaning, and industrial paint thinning. Biobased acetone is a renewable version of regular acetone but, since they’re the same in a chemical sense, their hazards are identical. Acetone replacement is a fairly hot topic at the moment, since its high flammability makes it a fire and explosion risk, and can make insurers unhappy. If you’d like to read more about acetone and its alternatives, click here.
Butanol
Butanol is the most desirable product of ABE fermentation – it’s the most expensive. It’s used to produce value-added products such as pharmaceuticals, and is an excellent biofuel due to its high energy density (almost as high as petrol!). It’s also less corrosive than ethanol in the pipelines already existing for petrol, and can be blended with petrol for use in existing engines, so it’s much easier to make the switch. Butanol can also be profitably converted to butyl acrylate, a chemical which is in high demand for production of plastics, among other things.
Ethanol
Fermentation is already widely used to make ethanol, especially in brewing, meaning bio-ethanol isn’t particularly profitable. Luckily it’s the smallest part of the ABE product! It can be catalytically upgraded to butanol, but it’s not going to be a main source of revenue by any means.
History of ABE Fermentation
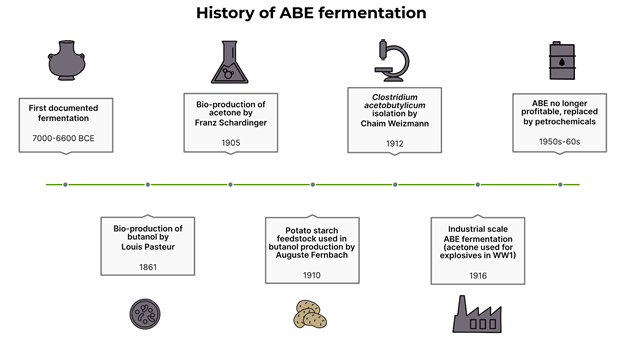
Fermentation is an ancient technique, though originally it was not used for biobased solvents so much as celebratory beverages. Its first documented use is from somewhere between 7000-6600 BCE in Jiahu, China.
ABE fermentation is much more recent. Louis Pasteur produced bio-butanol through fermentation in 1861, followed by Franz Schardinger’s production of bio-acetone through the same process in 1905. The Clostridium acetobutylicum bacteria used in ABE fermentation was isolated by Chaim Weizmann in 1912, leading to its industrial-scale use to make acetone for explosives during WWI.
As petrochemicals became dominant in the 1950s-60s, and process optimisation led to highly efficient and cheap production of solvents from petroleum, ABE fermentation fell out of favour due to decreased profitability.
Present and future of ABE fermentation
Why is ABE fermentation making a comeback?
Feedstock prices are a large factor in any production industry. Lignocellulosic waste and algae are much cheaper than what was used in the 50s – they are non-food biomass, so there is little demand for them. Some may even have negative costs, as providers will pay to have the waste taken away.
Demand for biobased solvents
Sustainable solvents and chemicals are an important step towards the end goal of a self-sustaining chemical industry. In the UK and EU, momentum is building towards green, sustainable chemistry across all sectors. Pressure from consumers, non-profits, and regulations is driving development of new biobased products, and replacement of petrochemical solvents with biobased equivalents can be a big help.
Process Improvements
The modern ABE fermentation process has a number of improvements over the version used in the 1960s, driving the resurgence of popularity for biobased solvent production:
- Reactor optimisation
Modern reactors can increase production speeds, making the process more profitable. It’s still slow, but considerably better than before. - Increased energy efficiency
Separation and purification of the biobased solvents is now less energy-intensive, reducing energy costs. - Side-product utilisation
Selling or using the fermentation by-products (hydrogen and carbon dioxide) can make the process more financially viable.
Use of non-food biomass such as lignocellulosic waste and algae has been a big help in reducing material costs. Since they’re not desirable for food produce, they’re a much cheaper alternative to typical feedstocks such as corn starch. Some may even have negative costs, as providers will pay to have the waste taken away.
Research has improved on the traditional microorganisms used for ABE, making them more resistant to butanol toxicity in particular. This issue has always caused a large loss in production rates, since the bacteria that make the butanol are the same ones getting poisoned by it. One particular success was the genetic engineering of E. coli to produce butanol via genetic material taken from the original, Clostridium acetobutylicum. E. coli is easier to work with, since Clostridium acetobutylicum reproduces much slower and is harder to genetically modify. This work paves the way for future modifications to butanol-producing bacteria; it is likely that most groups producing biobased solvents via fermentation will be looking at E. coli to renovate their procedures.
Potential pitfalls
Like any biobased chemical process, ABE fermentation is competing with massive-scale, optimised petrochemical production. Meeting the price of petrochemical competitors is a huge challenge for biobased solvent manufacturers, because the economies of scale involved are formidable. Any company scaling ABE fermentation will need to optimise their process, reducing production costs as much as possible in order to overcome the pricing hurdle.
In ABE fermentation, the main problems are that:
- The energy costs are very high
This is concentrated mostly in the separation and purification of the final biobased products. - Some bio-butanol is lost in the process of separation
This reduces the already-low yield which is quite slowly produced – any minimal losses are a larger waste of fermentation time than in other industries. - It is difficult to find customers for bio-butanol
While the potential applications are excellent, we’re not quite ready for all of them. Some of the framework is not yet in place, and there’s only so many companies willing to use more expensive bio-based products and risk loss of profit.
ABE Fermentation in Industry
Who’s doing ABE fermentation at the moment?
This field is rapidly evolving. This article was written with the best information publicly available in December 2021.
Celtic Renewables
Headquartered in Scotland. Uses waste products from the scotch whisky production industry to fuel its ABE fermentation.
Gevo
Headquartered in Colorado, USA. Acquired patents from ButaMaX which is no longer running. Holds an exclusive license to commercialise J. Liao’s work on E. coli in biobutanol production.
Godavari Biorefineries Ltd. (Somaiya Group)
Headquartered in Mumbai, India. Formerly Godavari Sugar Mills Ltd., they have diversified into bio-based chemicals.
Cathay Industrial Bio.
Headquartered in Shanghai, China. In 2017, they were one of the largest bio-butanol producer in the world.
ABE fermentation is not a risk-free venture – some have attempted to capitalise upon it and been unsuccessful. Green Biologics shut down in 2019, and Cobalt Technologies has stopped biobutanol production. Some biobased solvent plants have shut down because of falling oil prices and rising agricultural feedstock prices that favour petrochemical production.
Economic barriers like these make the biobased solvent market rather volatile. It may need a small push, like more favourable prices or process improvements, or it may require a much larger endeavour before ABE fermentation becomes established. Even if it’s not yet perfected, ABE fermentation is worth watching. It has made its way back from over 50 years of disfavour, and become an industrially-relevant process for biobased solvents once more.